
VGM end mill boosts productivity and lowers cost per part in aerospace bracket application
Sean McIntosh | District Sales Manager
Founded in 1951 in Phoenix, Arizona, United States, Allied Tool & Die Co. is a family-owned precision machine and fabrication company that specializes in the manufacturing of quality parts for aerospace, medical, communications and commercial industries throughout the world. Seventy years since its establishment, this privately owned shop has grown with multiple facilities and an estimated 32,000 square feet of manufacturing space in Phoenix, Arizona.
One of the challenges Allied Tool & Die faced recently was the machining of aerospace brackets made of Inconel 718. As is with most shops, machining Inconel 718 is time consuming. Moreover, due to the material’s special high strength and heat resistance properties, short tool life is a common obstacle. In search for performance improvement, Allied Tool & Die CNC Process and Machining Manager Jamie Lerma reached out to his local OSG representative for new solutions. Lerma had worked with OSG previously on a 13-8 stainless steel application by utilizing OSG’s HY-PRO® CARB VGM series end mill to achieve high-efficiency milling.
 CAD / CAM model of a part made from 13-8 stainless steel. Image courtesy of Allied Tool & Die.
CAD / CAM model of a part made from 13-8 stainless steel. Image courtesy of Allied Tool & Die.

A part made from 13-8 stainless steel that was machined by OSG’s HY-PRO® CARB VGM end mill.
OSG’s HY-PRO® CARB VGM is a high performance variable geometry end mill series. Its variable index and unique flute geometry enable the reduction of vibration and chatter, promoting smooth and stable cutting with low cutting forces. With the addition of OSG proprietary multi-layer EXO coating, higher wear and heat resistance is achieved to prolong tool life. OSG’s VGM offering features 5-, 6- and 7-flute lineups, and is available with multiple lengths of cut, with both square end and corner radius variations. This series is suitable for carbon steels, alloy steels, die steels, stainless steels, cast iron, nickel alloy, titanium, and hardened steels up to 45 HRC.
For the 13-8 stainless steel application, the VGM end mill dominated the machining result by extending tool life from seven parts to 21 parts per tool. The parts were also completed in half the time and the tool cost is also cheaper than the competitor tool. Lerma was so impressed by the VGM end mill that he decided to apply the tool to the Inconel 718 aerospace bracket application.

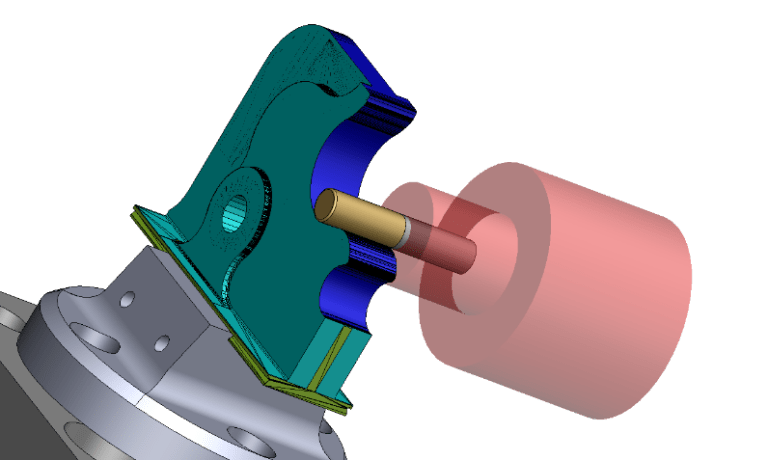
CAD / CAM model of an aerospace bracket made from Inconel 718. Image courtesy of Allied Tool & Die.

An aerospace bracket made from Inconel 718 that was machined by OSG’s HY-PRO® CARB VGM end mill.
Allied Tool & Die was previously using a high feed indexable milling cutter for the Inconel 718 aerospace bracket application. However, the amount of time and money spent on changing the inserts was less than desired. The previous competitor tool was used at 150 SFM (45.7 m/min), 0.009 IPT (0.23 mm/t), 0.05 Aa (ap = 1.27 mm) and 0.75 Ar (ae = 19.05 mm). After reprogramming to utilize OSG’s 0.5-inch diameter 5-flute VGM carbide end mill with a 0.030-inch (0.762 mm) corner radius and 1.25-inch (31.75 mm) length of cut (EDP# VGM5-0143), the cutting parameters were changed to 250 SFT (76.2 mm/min, 2,548 min-1), 0.0022 IPT (0.056 mm/t, 713 mm/min), 0.75 Aa and 0.035 Ar. The application went from a 4-hour cycle time to just one hour and 45 minutes. Allied Tool & Die no longer had to keep stopping the machine to rotate or change inserts, which they were doing four times per part previously. By switching to the VGM end mill, the tool was loaded, and the job did not have to be tended to until the part was completed. In terms of efficiency improvement, Allied Tool & Die estimated that the tool change has generated a cost savings of $6,875 USD on the Inconel 718 aerospace bracket parts. Moreover, with a lower tooling price versus the previous milling cutter, the cost of tooling also decreased by almost $100 USD per part. With the VGM end mill, Allied Tool & Die was able to machine Inconel 718 at an astounding 250 surface feet per minute (76.2 m/min) – a speed that is only commonly seen in alloy or stainless steels, not HRSA materials.
With the recent successes, Allied Tool & Die’s CNC Programmer John Hernandez decided to apply the VGM end mill into most jobs he programs. Being such a versatile tool, the VGM can be used to machine anything from common carbon steels up to the nickel alloys required by the aerospace industry.
 From left, Allied Tool & Die CNC Process and Machining Manager Jamie Lerma, CNC Machinist David Dao and CNC Programmer John Hernandez.
From left, Allied Tool & Die CNC Process and Machining Manager Jamie Lerma, CNC Machinist David Dao and CNC Programmer John Hernandez.
“This VGM end mill saved us a ton of time,” said Allied Tool & Die CNC Process and Machining Manager Jamie Lerma, who has started ordering the VGM series end mill to keep in inventory for whatever job comes up.
For more information on OSG’s VGM end mill series and Allied Tool & Die Co.

 Contact Us
Contact Us  Product Search
Product Search